Economics > STUDY GUIDE > C H A P T E R 16 JIT, TPS, and Lean Operations DISCUSSION QUESTIONS,VERY HELPFUL. DOWNLOAD TO GET A+ (All)
C H A P T E R 16 JIT, TPS, and Lean Operations DISCUSSION QUESTIONS,VERY HELPFUL. DOWNLOAD TO GET A+
Document Content and Description Below
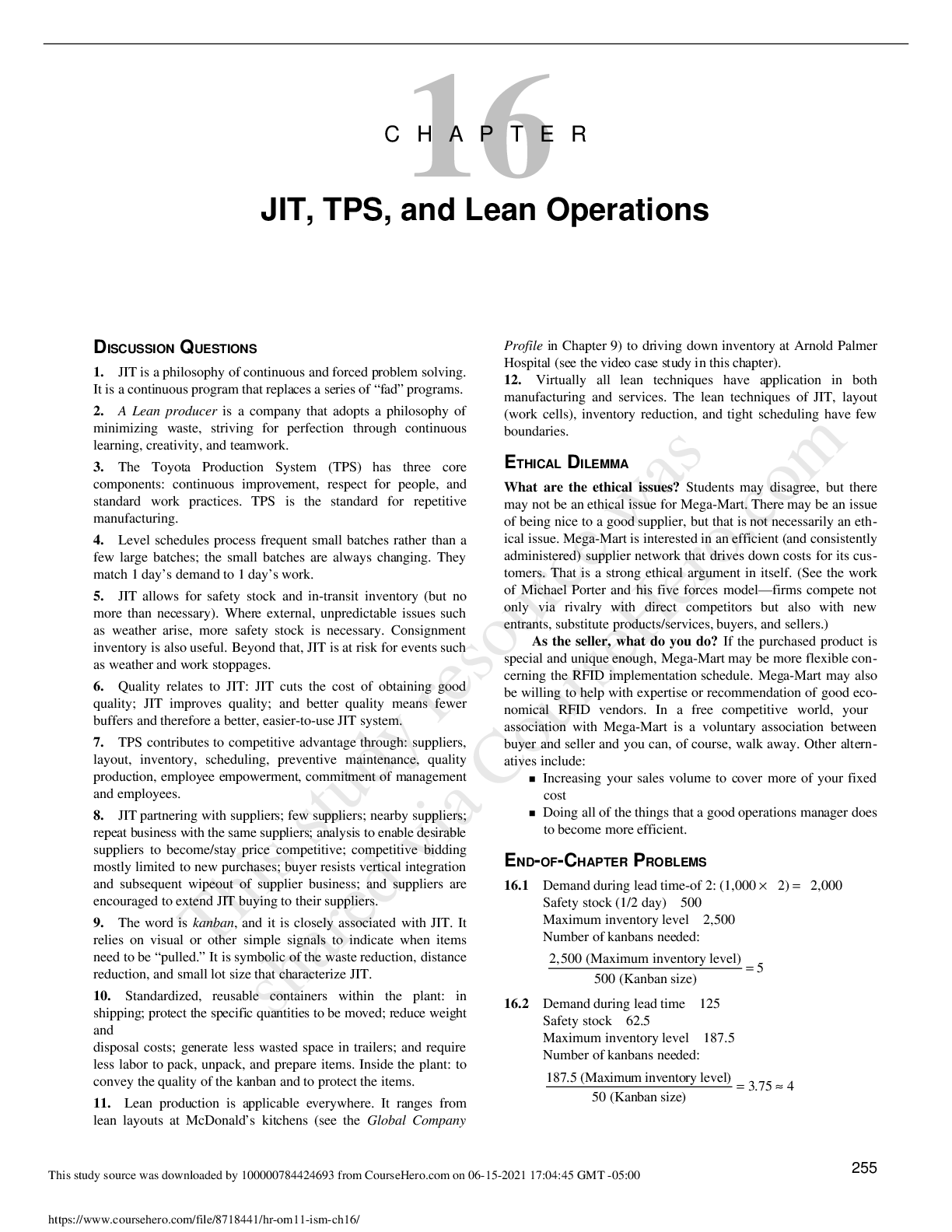
C H A P T E R 16 JIT, TPS, and Lean Operations DISCUSSION QUESTIONS 1. JIT is a philosophy of continuous and forced problem solving. It is a continuous program that replaces a series of “fad�... � programs. 2. A Lean producer is a company that adopts a philosophy of minimizing waste, striving for perfection through continuous learning, creativity, and teamwork. 3. The Toyota Production System (TPS) has three core components: continuous improvement, respect for people, and standard work practices. TPS is the standard for repetitive manufacturing. 4. Level schedules process frequent small batches rather than a few large batches; the small batches are always changing. They match 1 day’s demand to 1 day’s work. 5. JIT allows for safety stock and in-transit inventory (but no more than necessary). Where external, unpredictable issues such as weather arise, more safety stock is necessary. Consignment inventory is also useful. Beyond that, JIT is at risk for events such as weather and work stoppages. 6. Quality relates to JIT: JIT cuts the cost of obtaining good quality; JIT improves quality; and better quality means fewer buffers and therefore a better, easier-to-use JIT system. 7. TPS contributes to competitive advantage through: suppliers, layout, inventory, scheduling, preventive maintenance, quality production, employee empowerment, commitment of management and employees. 8. JIT partnering with suppliers; few suppliers; nearby suppliers; repeat business with the same suppliers; analysis to enable desirable suppliers to become/stay price competitive; competitive bidding mostly limited to new purchases; buyer resists vertical integration and subsequent wipeout of supplier business; and suppliers are encouraged to extend JIT buying to their suppliers. 9. The word is kanban, and it is closely associated with JIT. It relies on visual or other simple signals to indicate when items need to be “pulled.” It is symbolic of the waste reduction, distance reduction, and small lot size that characterize JIT. 10. Standardized, reusable containers within the plant: in shipping; protect the specific quantities to be moved; reduce weight and disposal costs; generate less wasted space in trailers; and require less labor to pack, unpack, and prepare items. Inside the plant: to convey the quality of the kanban and to protect the items. 11. Lean production is applicable everywhere. It ranges from lean layouts at McDonald’s kitchens (see the Global Company Profile in Chapter 9) to driving down inventory at Arnold Palmer Hospital (see the video case study in this chapter). 12. Virtually all lean techniques have application in both manufacturing and services. The lean techniques of JIT, layout (work cells), inventory reduction, and tight scheduling have few boundaries. ETHICAL DILEMMA What are the ethical issues? Students may disagree, but there may not be an ethical issue for Mega-Mart. There may be an issue of being nice to a good supplier, but that is not necessarily an ethical issue. Mega-Mart is interested in an efficient (and consistently administered) supplier network that drives down costs for its customers. That is a strong ethical argument in itself. (See the work of Michael Porter and his five forces model—firms compete not only via rivalry with direct competitors but also with new entrants, substitute products/services, buyers, and sellers.) As the seller, what do you do? If the purchased product is special and unique enough, Mega-Mart may be more flexible concerning the RFID implementation schedule. Mega-Mart may also be willing to help with expertise or recommendation of good economical RFID vendors. In a free competitive world, your association with Mega-Mart is a voluntary association between buyer and seller and you can, of course, walk away. Other alternatives include: Increasing your sales volume to cover more of your fixed cost Doing all of the things that a good operations manager does to become more efficient. ENDOFCHAPTER PROBLEMS 16.1 Demand during lead time-of 2: (1,000 × 2) = 2,000 Safety stock (1/2 day) 500 Maximum inventory level 2,500 Number of kanbans needed: 2,500 (Maximum inventory level) 5 500 (Kanban size) = 16.2 Demand during lead time 125 Safety stock 62.5 Maximum inventory level 187.5 N [Show More]
Last updated: 1 year ago
Preview 1 out of 5 pages
Reviews( 0 )
Document information
Connected school, study & course
About the document
Uploaded On
Jun 16, 2021
Number of pages
5
Written in

Additional information
This document has been written for:
Uploaded
Jun 16, 2021
Downloads
0
Views
50
.png)
.png)




.png)