Chemistry > CASE STUDY > Case Study > Chemical SC Case University of British Columbia _Chemical SC Case: needs to develop a m (All)
Case Study > Chemical SC Case University of British Columbia _Chemical SC Case: needs to develop a model that determines the production and inventory level of each plant and set transportation flows to minimize total production, inventory, and transportation costs while retaining high service levels. Presently, inventory levels do not meet inventory targets.
Document Content and Description Below
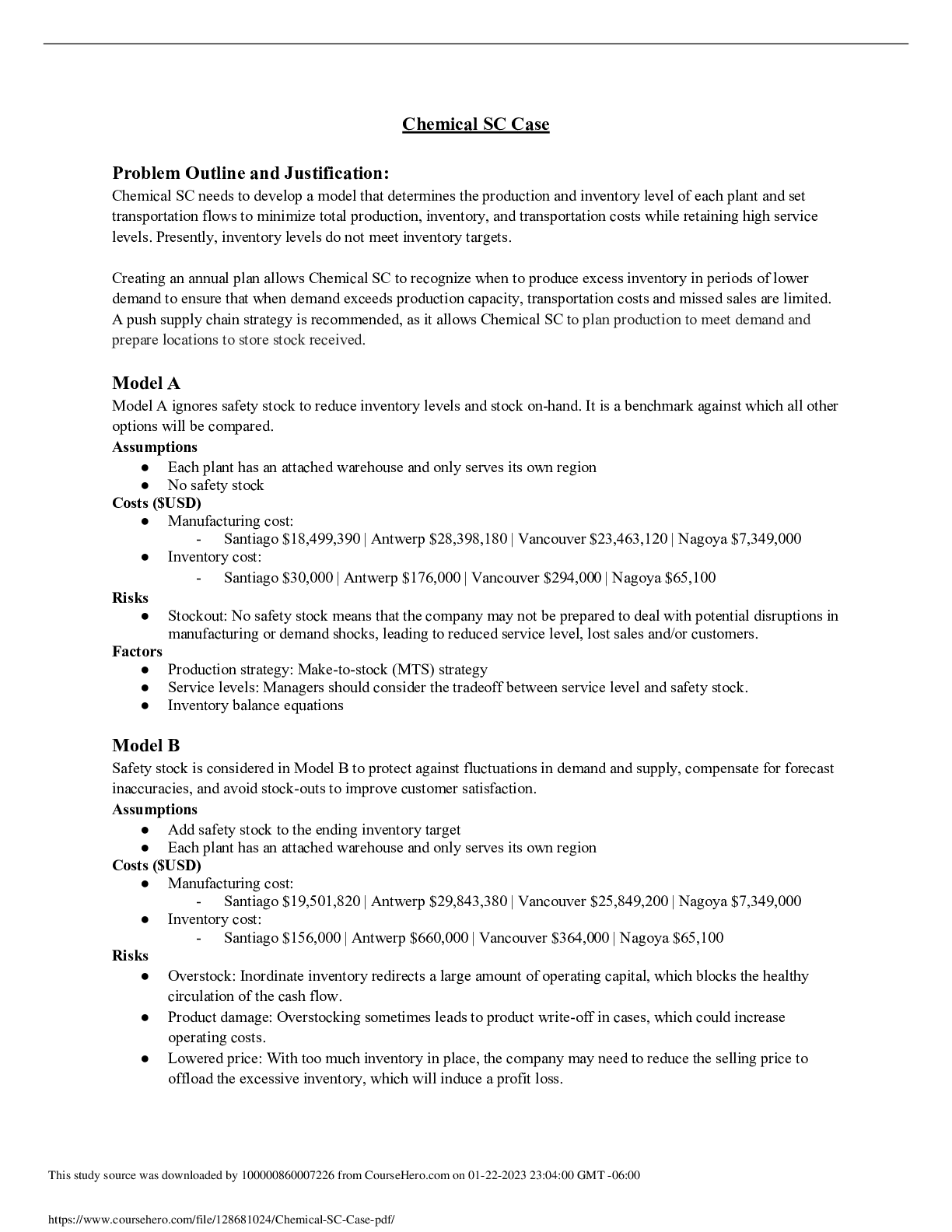
Chemical SC Case Problem Outline and Justification: Chemical SC needs to develop a model that determines the production and inventory level of each plant and set transportation flows to minimize to... tal production, inventory, and transportation costs while retaining high service levels. Presently, inventory levels do not meet inventory targets. Creating an annual plan allows Chemical SC to recognize when to produce excess inventory in periods of lower demand to ensure that when demand exceeds production capacity, transportation costs and missed sales are limited. A push supply chain strategy is recommended, as it allows Chemical SC to plan production to meet demand and prepare locations to store stock received. Model A Model A ignores safety stock to reduce inventory levels and stock on-hand. It is a benchmark against which all other options will be compared. Assumptions ● Each plant has an attached warehouse and only serves its own region ● No safety stock Costs ($USD) ● Manufacturing cost: - Santiago $18,499,390 | Antwerp $28,398,180 | Vancouver $23,463,120 | Nagoya $7,349,000 ● Inventory cost: - Santiago $30,000 | Antwerp $176,000 | Vancouver $294,000 | Nagoya $65,100 Risks ● Stockout: No safety stock means that the company may not be prepared to deal with potential disruptions in manufacturing or demand shocks, leading to reduced service level, lost sales and/or customers. Factors ● Production strategy: Make-to-stock (MTS) strategy ● Service levels: Managers should consider the tradeoff between service level and safety stock. ● Inventory balance equations Model B Safety stock is considered in Model B to protect against fluctuations in demand and supply, compensate for forecast inaccuracies, and avoid stock-outs to improve customer satisfaction. Assumptions ● Add safety stock to the ending inventory target ● Each plant has an attached warehouse and only serves its own region Costs ($USD) ● Manufacturing cost: - Santiago $19,501,820 | Antwerp $29,843,380 | Vancouver $25,849,200 | Nagoya $7,349,000 ● Inventory cost: - Santiago $156,000 | Antwerp $660,000 | Vancouver $364,000 | Nagoya $65,100 Risks ● Overstock: Inordinate inventory redirects a large amount of operating capital, which blocks the healthy circulation of the cash flow. ● Product damage: Overstocking sometimes leads to product write-off in cases, which could increase operating costs. ● Lowered price: With too much inventory in place, the company may need to reduce the selling price to offload the excessive inventory, which will induce a profit loss. ● Safety stock size. ● The tradeoff between inventory costs and capturing sales opportunities. Model C Aiming to optimize the current network to meet market needs, Model C allows product transportation between plants. The model’s primary components are the production capacities, inventory stocking policies of each plant, and the associated transportation plan. Assumptions ● Plants can produce products for other plants and transport them between different regions ● The production capacity of each plant remains unchanged Costs ($USD) ● Manufacturing cost: - Santiago $59,400,000 | Antwerp $183,300,000 | Vancouver $57,200,000 | Nagoya $2,000,000 ● Inventory cost: - Santiago $156,000 | Antwerp $660,000 | Vancouver $364,000 | Nagoya $65,100 ● Transportation cost: - Santiago $62,500 |Antwerp $60,500 Risks ● External disruptions: Partner may delay shipment or have more lead times because of perturbations in transporting or manufacturing. ● Temporary states of disruption: A supply chain cannot simply shut down to take on a new structure (i.e., transport from another plant). ● Plants supplying other regions may not be able to adapt to local demand fluxes (e.g., Antwerp sends almost 60% of its late-fall production to Vancouver). Factors ● Transportation cost: Managers should review the distance between two locations and transportation modes to calculate shipping costs. ● The market and supply allocation: Having implemented cross-area transportation, managers ought to assess what market/region(s) each plant should serve and how much capacity should be allocated respectively. Recommendations: Based on the three models we developed, we advise Chemical SC to pursue Model C. We suggest Model C because it incorporates both safety stock and the ability to ship products to other regions. In addition, we recommend making investments in the plants, particularly Vancouver and Nagoya, in order to increase production capacity enough to handle their regional demand without relying on imports from Santiago or Antwerp. Safety stock benefits: ● Reduced manufacturing and inventory costs can be seen in the "costs" sections starting from Model A to Model C. ● Helps deal with stockouts drawn from under-forecasted demand. Transportation benefits: ● Allows excess capacity in one plant to make up for excess demand in another. [Show More]
Last updated: 1 year ago
Preview 1 out of 5 pages
Reviews( 0 )
Document information
Connected school, study & course
About the document
Uploaded On
Jan 25, 2023
Number of pages
5
Written in

Additional information
This document has been written for:
Uploaded
Jan 25, 2023
Downloads
0
Views
107